





Компрессоры, используемые в промышленных, коммерческих и бытовых целях, потребляют примерно 17% вырабатываемой в мире электроэнергии. Большинство из них относятся к сжимающим устройствам объемного типа. В настоящее время объем выпускаемых компрессоров в мире превышает 200 миллионов единиц в год. Большинство этих устройств требуется для систем, использующих сжатый воздух, а также для различных систем охлаждения. Хотя поршневые компрессоры по-прежнему доминируют на этом рынке, значительная его доля приходится на многие другие типы компрессоров. Среди них винтовые компрессоры играют все более важную роль, особенно там, где значения расхода сжатых газов достаточно велики, но при этом предъявляются высокие требования к потреблению энергии.
Благодаря возможности обеспечения переменного напора и переменного расхода сжатого газа винтовые компрессоры являются наиболее широко используемыми в мире устройствами для промышленного охлаждения. В последние десятилетия винтовой компрессор практически заменил поршневые компрессоры почти во всех областях применения промышленного холодильного оборудования.
Помимо применения в системах технологического охлаждения и кондиционирования воздуха, винтовые компрессоры используется в строительстве, машиностроении, пищевой, перерабатывающей и фармацевтической промышленности, а также в металлургии и пневматическом транспорте.
Большинство людей знакомы с основными принципами работы поршневого компрессора, в котором для реализации процесса сжатия газа движение поршня внутри цилиндра осуществляется возвратно-поступательно.
Чтобы понять работу винтового компрессора, можно сравнить процесс сжатия в нем с процессом в компрессоре поршневого типа. Для этого надо представить ротор с гребнями как поршень, а ротор с канавками - как цилиндр. В поршневых компрессорах, когда поршень начинает удаляться от верхней мертвой точки, давление во всасывающем трубопроводе превышает давление внутри цилиндра, при этом открывается всасывающий клапан и газ поступает в цилиндр. Следует помнить, что винтовой компрессор не имеет ни всасывающих, ни нагнетательных клапанов. Для простоты описания процесса сжатия можно представить работу в винтовом компрессоре только одной пары «гребень – канавка». При вращении роторов происходит расцепление гребня ведущего ротора и канавки ведомого ротора. Образовывающаяся при этом полость, заполняется всасываемым газом. По мере того как роторы продолжают вращение, объем полости между гребнем и канавкой будет увеличиваться.
В поршневом компрессоре газ продолжает поступать в цилиндр до тех пор, пока поршень не достигнет конца хода или нижней мертвой точки, а давление во всасывающем трубопроводе не сравняется с давлением в цилиндре. В этот момент всасывающий клапан закроется и газ займет максимальный объем цилиндра. Произведение максимального объема каждого цилиндра на количество цилиндров, и на частоту вращения вала компрессора определяет описанный объем компрессора, являющимся основной характеристикой любого компрессора объемного сжатия.
В винтовом компрессоре газ будет продолжать поступать в каждую канавку ведомого ротора до тех пор, пока лопасть ведущего ротора не выйдет из зацепления с канавкой, которая в этот момент проходит по краю всасывающего порта, изолируя его от всасывающего патрубка. Точка, в которой канавка выходит за край всасывающего порта, является местом максимального объема всасывающей полости канавки. Произведение объема газа в каждой полости между гребнем и канавкой на количество гребней на ведущем роторе, и на частоту вращения ротора определяет описанный объем винтового компрессора.
При этом объемы захваченного на всасывании газа в цилиндре поршневого компрессора и в полости между гребнем и канавкой винтового компрессора все еще находятся под давлением всасывания, поскольку процесс всасывания уже закончился, а процесс сжатия еще не начался.
Процесс сжатия в поршневом компрессоре происходит при движении поршня вверх от нижней мертвой точки. При этом уменьшается объем газа в цилиндре, что вызывает увеличение его давления. Здесь винтовой компрессор мало чем отличается от поршневого. Поскольку роторы продолжают вращаться, они начинают зацепляться друг с другом вдоль оси вращения. При этом гребень ведущего ротора перемещается вдоль канавки ведомого ротора и уменьшает объем полости между ними. Процесс сжатия газа будет продолжаться по мере его продвижения к нагнетательному порту компрессора.
В поршневом компрессоре процесс сжатия будет продолжаться до тех пор, пока давление внутри цилиндра не превысит давление в нагнетательном трубопроводе. В этот момент нагнетательный клапан открывается и выпускает сжатый газ из компрессора. Процесс нагнетания винтового компрессора принципиально отличается от процесса в поршневом компрессоре. В винтовом компрессоре отсутствуют клапаны, которые позволяли бы нагнетаемому газу выходить из полости сжатия между гребнем и канавкой, поэтому расположение выпускного отверстия вдоль оси вращения роторов имеет решающее значение, поскольку оно определяет, когда процесс сжатия завершится и начнется процесс нагнетания. В этот момент сжатый между гребнем и канавкой газ достигает переднего конца ротора, который контактирует с нагнетательным портом в корпусе компрессора.
Процесс нагнетания в поршневом компрессоре завершается, когда поршень достигает верхней мертвой точки и нагнетательный клапан закрывается. Между верхней частью поршня и головкой цилиндра должен остаться небольшой зазор, предотвращающий повреждение поршня. Вследствие этого в поршневом компрессоре наличие этого газового кармана влечет за собой некоторое снижение его эффективности, поскольку количество газа, поступающего в цилиндр во время следующего цикла всасывания уменьшается, что приводит к снижению объемного КПД компрессора. В компрессорах с высокой степенью сжатия этот эффект приводит к значительному снижению эффективности и производительности.
В винтовом компрессоре процесс нагнетания продолжается до тех пор, пока гребень ведущего ротора не окажется по всей длине внутри канавки ведомого ротора, полностью вытесняя находящиеся в полости сжатия газ и смазочное масло. В отличие от поршневого компрессора, в винтовом компрессоре отсутствуют газовые карманы. В результате объемный КПД винтового компрессора намного выше, в том числе и для компрессоров с высокой степенью сжатия.
Винтовые компрессоры имеют два нагнетательных порта, называемых радиальным и осевым. Радиальный порт представляет собой V-образный вырез в золотниковом клапане, а осевой порт представляет собой отверстие в форме бабочки, расположенное в торцевой части корпуса компрессора между отверстиями подшипниковых опор роторов. Процесс нагнетания начнется, когда передний конец ротора совместится с зоной радиального выреза в золотниковом клапане. Осевой порт выпустит последние остатки сжатого газа и смазочного масла из полости сжатия между роторами. Оба нагнетательных порта имеют общий выход в нагнетательный патрубок компрессора.
Коэффициент объема
В поршневых компрессорах нагнетательные клапаны открываются, когда давление в цилиндре превышает давление в нагнетательном коллекторе. Поскольку винтовой компрессор не имеет клапанов, расположение нагнетательных портов определяет максимальное значение давления нагнетания, которое будет достигнуто в полости сжатия между винтовыми роторами, прежде чем сжатый газ будет выталкиваться в нагнетательный коллектор.
Коэффициент объема является фундаментальной конструктивной характеристикой всех винтовых холодильных компрессоров. Компрессор представляет собой устройство для увеличения давления газа вследствие уменьшения его объема. Соотношение объема захваченного газа на всасывании Vs и объема захваченного газа, находящегося в полости сжатия, в момент выпуска из нее объема газа Vd, определяет коэффициент уменьшения внутреннего объема компрессора. Этот коэффициент (индекс) объема или Vi, который в свою очередь определяет степень сжатия компрессора, можно представить следующим образом:
Vi = Vs / Vd
где,
Vi: Коэффициент (индекс) объема;
Vs: Объем газа на всасывании в компрессор;
Vd: Объем газа на нагнетании из компрессора;
Степень сжатия компрессора также определяется как отношение абсолютных давлений нагнетания и всасывания.
Pi = Pd / Ps
где,
Pi - степень сжатия
Pd - Давление нагнетания, кг/см2
Ps - Давление всасывания, кг/см2
Соотношение между степенью сжатия и коэффициентом объема компрессора выглядит следующим образом:
Pi = Vi k или Vi = Pi 1/k
где,
Pi - степень сжатия компрессора;
k - коэффициент удельной теплоемкости сжимаемого газа, обычно принимается в диапазоне от 1,26 до 1,3.
k = cp/cv для идеального газа.
Перед открытием в винтовом компрессоре нагнетательного порта только два параметра определяют степень сжатия в образуемых винтовыми роторами полостях: давление всасывания и коэффициент объема. Однако во всех холодильных системах температура конденсации определяет давление нагнетания, а температура испарения определяет давление всасывания.
Если объемный коэффициент компрессора слишком высок для заданного набора рабочих параметров, нагнетаемый газ будет удерживаться в полостях сжатия слишком долго и его давление внутри компрессора будет подниматься выше давления в нагнетательном трубопроводе. При этом возникает эффект избыточного сжатия, который представлен в диаграмме «давление-объем» на рисунке 1.
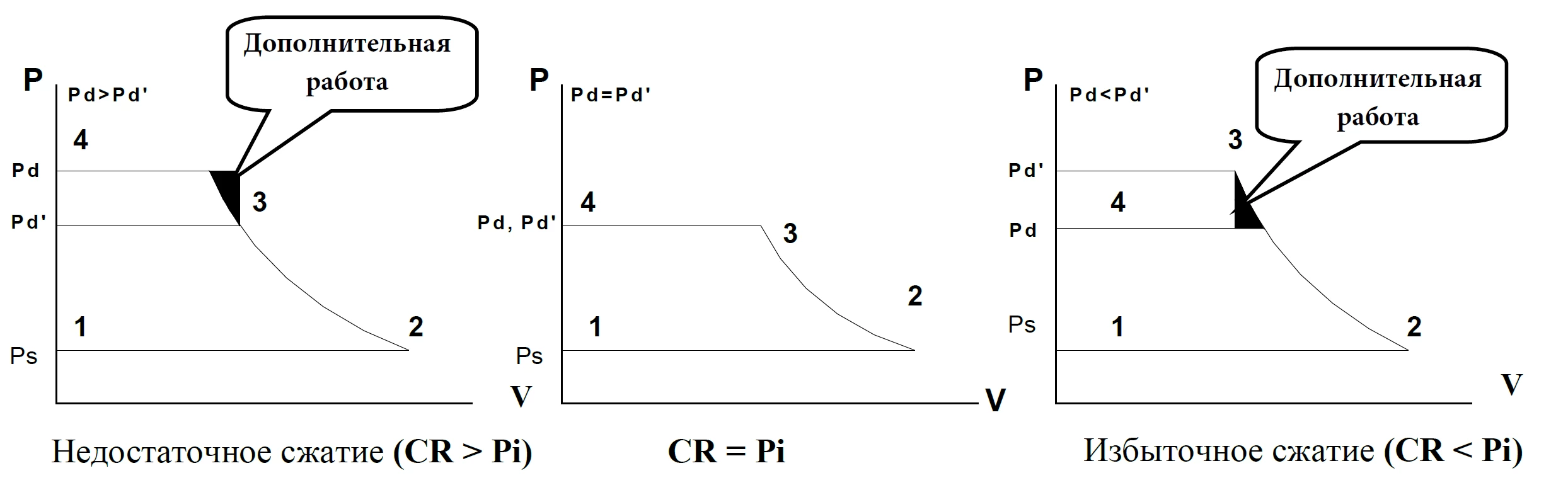
Рис. 1 Избыточное (CR < Pi) и недостаточное сжатие (CR > Pi)
В этом случае газ сжимается до давления выше требуемого давления нагнетания, и когда происходит открытие нагнетательного порта, газ с более высоким давлением выходит из компрессора в нагнетательный трубопровод. При этом затрачивается больше электроэнергии, чем если бы сжатие было остановлено раньше, когда степень сжатия компрессора было бы равно соотношению давлений в холодильном контуре (CR).
Когда коэффициент объема компрессора слишком мал для заданных рабочих параметров холодильного контура, возникает эффект недостаточного сжатия, который также представлен в диаграмме «давление-объем» на рисунке 1. В этом случае открытие нагнетательного порта происходит до того, как внутреннее давление в полости компрессора достигнет требуемого давления нагнетания в холодильном контуре (давления конденсации). Газ с более высоким давлением за пределами компрессора перетекает обратно в полость сжатия компрессора с более низким давлением, мгновенно повышая давление внутри компрессора до уровня давления нагнетания. При этом компрессор должен затратить дополнительную работу против этого более высокого уровня давления, чем если бы он сжимал бы газ только до уровня давления нагнетания, определяемого коэффициентом объема.
В обоих случаях компрессор будет по-прежнему работать, и будет обеспечивать одинаковый расход сжатого газа, однако он будет потреблять больше электроэнергии, чем если бы расположение нагнетательных портов было бы оптимизировано в соответствии с объемным коэффициентом компрессора и характеристиками холодильного контура. Конструкции компрессоров с различными коэффициентами объема Vi позволяют оптимизировать расположение нагнетательных портов в соответствии с требуемыми рабочими параметрами холодильной системы и минимизации потребляемой мощности компрессора.
Положение радиального нагнетательного порта вдоль оси роторов будет определять объем газа в точке, в которой происходит нагнетание сжатого газа. Перемещение радиального нагнетательного порта вдоль оси вращения роторов влияет на эффективную длину полостей сжатия роторов, изменяя коэффициент объема. Компрессор с низким значением Vi обеспечивает меньшую эффективную длину полости сжатия, чем компрессор с высоким значением Vi, и наоборот. Компрессор с низким соотношением объемов имеет больший объем газа в точке нагнетания, чем компрессор с высоким значением Vi. Объем всасывания одинаков в обоих случаях.
Следует также иметь в виду результаты различных исследований, которые подтверждают, что уровни пульсации газа при нагнетании сведены к минимуму, именно тогда, когда внутреннее давление приблизительно равно давлению в нагнетательном трубопроводе.
В настоящее время на рынке холодильного оборудования предлагаются компрессоры с различными коэффициентами объема. Наиболее распространенный диапазон значений Vi для винтовых компрессоров составляет от 2,2 до 5,0.
В таблице 1 представлено сравнение степеней сжатия и соответствующих им коэффициентов объема на основе приведенных выше формул.
Таблица 1 – Соотношение степени сжатия и коэффициента объема винтовых компрессоров
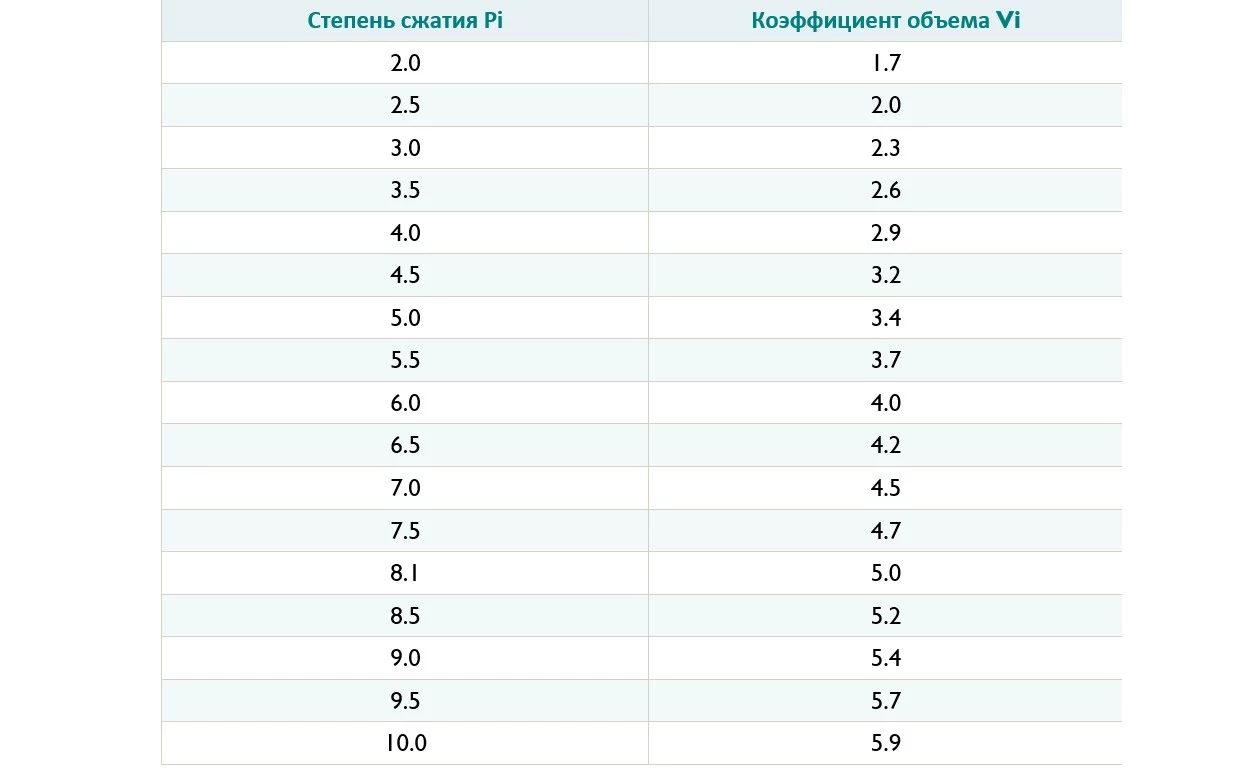
Представленные выше параметры вычислены при значении “k” = 1.3.
Основанная в апреле 1994 года компания Hanbell Precise Machinery Co. Ltd., опираясь на конкурентоспособные цены и высокое качество, предлагает первоклассную продукцию, и тем самым разрушает сложившийся рынок олигополии, на котором до недавнего времени доминировали всего лишь несколько производителей винтовых компрессоров. В настоящее время компания Hanbell является одним из крупнейших и передовых производителей компрессоров в мире, широко использующая в своем производстве самые инновационные технологии.
Основа деятельности компании Hanbell - обеспечение наивысшего качества своей продукции. Кроме того, идеология компании - это поиск и достижение совершенства во всем. В процессе производства все технологические операции осуществляются в соответствии с самыми строгими стандартами. Тем самым потребителю даются гарантии, что даже самая маленькая деталь оборудования изготовлена с наивысшим качеством.
Профили винтовых роторов компрессоров Hanbell, выполненные по формуле 5-к-6, были разработаны в соответствии с характеристиками современных экологически безопасных хладагентов, и запатентованы в Тайване, США, Великобритании, Японии и КНР.
На финальной стадии изготовления производится прецизионное шлифование профилей роторов с точностью до 1 мкм, что обеспечивает при работе компрессора его:
высокую производительность,
высокую эффективность работы,
минимальные уровни шума и вибрации.
Эти свойства подтверждается проверкой точности изготовления с помощью прецизионного оборудования для оптического контроля геометрических размеров производства фирмы ZEISS.

Кроме этого, в процессе производства каждый из выпускаемых компрессоров проходит обязательные проверки на экстремальные механические и эксплуатационные нагрузки, как в предельных диапазонах питающего напряжения, так и при максимально допустимых параметрах холодильного цикла с различными хладагентами.

Компрессоры производства Hanbell Precise Machinery Co. Ltd. имеют широкий диапазон значений коэффициентов объема Vi: 2.2, 2.6, 3.0, 3.5, 4.8., что обеспечивает:
точное соответствие заданным значениям степени сжатия компрессора и отсутствие эффектов избыточного или недостаточного сжатия;
применимость компрессора в различных вариантах холодильных установок: в низкотемпературных системах холодоснабжения, в водоохлаждающих машинах с водяным или воздушным охлаждением конденсатора, в тепловых насосах.

Для теплового и поверочного расчета компрессоров производства компании Hanbell используется Hanbell Selection Program. В конечном отчете, выдаваемой данной программой, наряду с холодопроизводительностью, описанным объемом и потребляемой мощностью компрессора указано и соответствующее для определенных параметров холодильного контура значение коэффициента объема Vi.
Войдите
или зарегистрируйтесь,
чтобы поставить зачет




 Факт дня
Факт дня













Комментарии 0
Войдите или зарегистрируйтесь, чтобы оставить комментарий